KALMAR 32+
Mobile single-line phased array flaw detector for ultrasonic inspection of welded rail joints — electrocontact and aluminothermic welding — on railway tracks (R50, R65, R75, UIC52, UIC60) and metro rails.
Request QuoteTechnical Specifications
| Testing method | Ultrasonic phased array (PAUT) |
| Target joints | Aluminothermic, electric contact, gas press welding |
| Supported rail types | R50, R65, R75, UIC52, UIC60 and other types; metro rails |
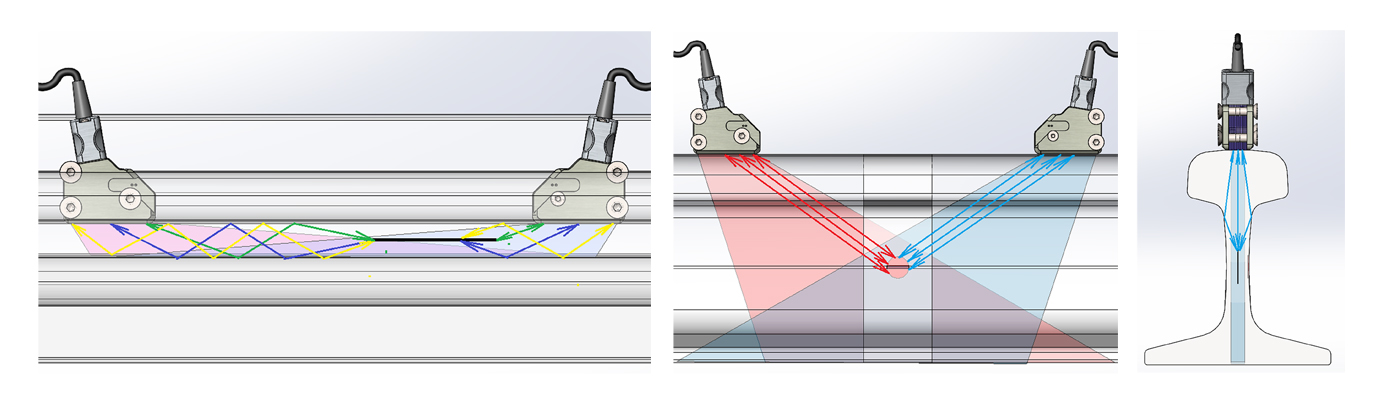
| Scanning method | Mechanized — transverse + longitudinal movement along weld |
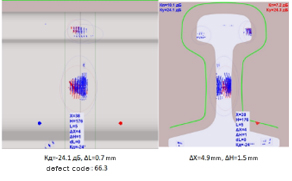
| Cross-section coverage | Rail head, web and base blades |
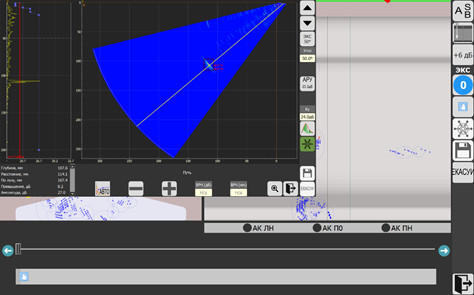
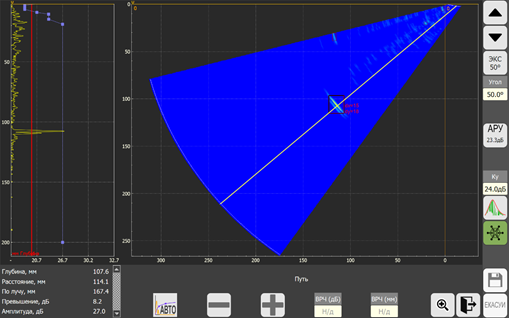
| Scan formats | B-scan, D-scan, A-scan, S-scan |
| Supplementary inspection | Manual PAUT detector, entry angle range 36–75° |
Description
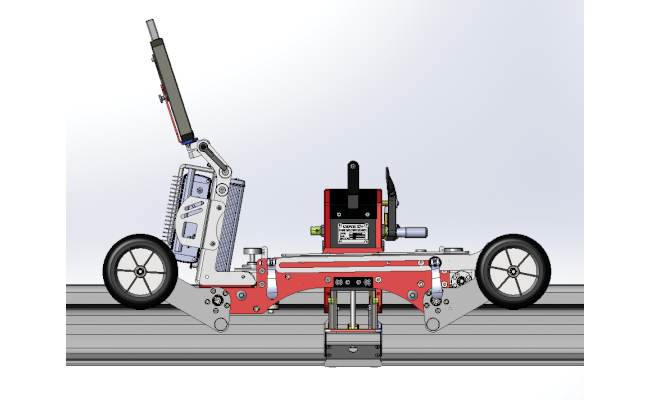
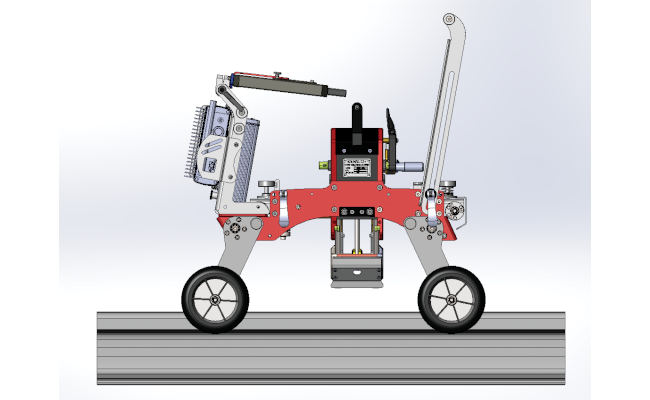
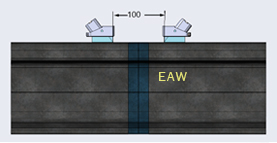
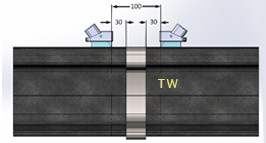
KALMAR 32+ is a mechanical scanner with pre-installed phased array transducers, a flaw detection unit, and a PC control tablet, designed for acceptance or scheduled ultrasonic inspection of welded joints from electrocontact and aluminothermic welding of railway tracks and metro rails. The scanner is installed in the center of the weld joint. Using a mechanized drive, transducers move along the generatrix of the weld along the entire rail cross-section — head, web, and rail base blades.
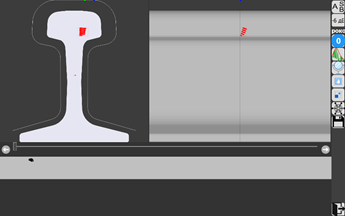
The flaw detector software includes standard settings for testing aluminothermic, electric contact and gas press welded joints in accordance with current regulations. In real time, a B-scan is displayed on the flaw detector screen as a rail contour with defect parameters: coordinates, location in the weld section, conventional dimensions, and detectability coefficient. Detailed analysis of all signals is available in A and S scans. Continuous recording of inspection results is provided in the form of defectograms, with real-time viewing during inspection and subsequent decoding on a PC.
Key Features
Gallery